


ਜੇਕਰ ਤੁਸੀਂ ਉਤਪਾਦਨ ਪ੍ਰਕਿਰਿਆ ਦੌਰਾਨ ਪੈਲੇਟ ਮਿੱਲ ਉਪਕਰਣਾਂ ਤੋਂ ਅਚਾਨਕ ਸ਼ੋਰ ਵਿੱਚ ਅਚਾਨਕ ਵਾਧਾ ਦੇਖਦੇ ਹੋ, ਤਾਂ ਤੁਹਾਨੂੰ ਤੁਰੰਤ ਧਿਆਨ ਦੇਣ ਦੀ ਲੋੜ ਹੈ, ਕਿਉਂਕਿ ਇਹ ਉਪਕਰਣਾਂ ਦੇ ਸੰਚਾਲਨ ਤਰੀਕਿਆਂ ਜਾਂ ਅੰਦਰੂਨੀ ਕਾਰਨਾਂ ਕਰਕੇ ਹੋ ਸਕਦਾ ਹੈ। ਬਾਅਦ ਦੇ ਆਮ ਉਤਪਾਦਨ ਨੂੰ ਪ੍ਰਭਾਵਿਤ ਕਰਨ ਤੋਂ ਬਚਣ ਲਈ ਸੰਭਾਵੀ ਸਮੱਸਿਆਵਾਂ ਨੂੰ ਤੁਰੰਤ ਖਤਮ ਕਰਨਾ ਜ਼ਰੂਰੀ ਹੈ।

ਪੈਲੇਟ ਮਿੱਲ ਦੇ ਉੱਚ ਸ਼ੋਰ ਵਿੱਚ ਕਈ ਕਾਰਕ ਯੋਗਦਾਨ ਪਾਉਂਦੇ ਹਨ, ਜਿਨ੍ਹਾਂ ਦੀ ਤੁਲਨਾ ਅਤੇ ਹੱਲ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ।
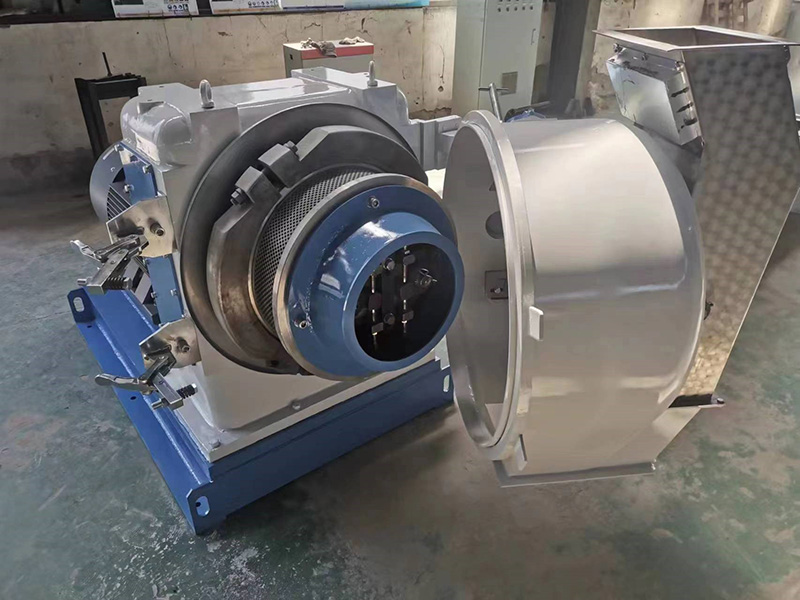
1. ਰਿੰਗ ਮੋਲਡ ਬਲਾਕੇਜ, ਗੋਲਾਈ ਤੋਂ ਬਾਹਰ, ਸਿਰਫ਼ ਅੰਸ਼ਕ ਡਿਸਚਾਰਜ; ਪ੍ਰੈਸ਼ਰ ਰੋਲਰ ਰਿੰਗ ਮੋਲਡ ਵਿਚਕਾਰ ਪਾੜਾ ਬਹੁਤ ਛੋਟਾ ਜਾਂ ਖਰਾਬ ਹੈ, ਜੋ ਇਸਨੂੰ ਘੁੰਮਣ ਤੋਂ ਰੋਕਦਾ ਹੈ। (ਰਿੰਗ ਮੋਲਡ ਦੀ ਜਾਂਚ ਕਰੋ ਜਾਂ ਬਦਲੋ, ਪ੍ਰੈਸ਼ਰ ਰੋਲਰਾਂ ਵਿਚਕਾਰ ਪਾੜੇ ਨੂੰ ਐਡਜਸਟ ਕਰੋ)।
2. ਬੇਅਰਿੰਗ ਵਿੱਚ ਕੋਈ ਸਮੱਸਿਆ ਹੈ ਅਤੇ ਉਪਕਰਣ ਸਹੀ ਢੰਗ ਨਾਲ ਨਹੀਂ ਚੱਲ ਰਿਹਾ ਹੈ, ਜਿਸਦੇ ਨਤੀਜੇ ਵਜੋਂ ਓਪਰੇਟਿੰਗ ਕਰੰਟ ਉੱਚਾ ਹੋ ਰਿਹਾ ਹੈ। (ਬੇਅਰਿੰਗਾਂ ਨੂੰ ਬਦਲਣਾ)
3. ਕਪਲਿੰਗ ਅਸੰਤੁਲਿਤ ਹੈ ਅਤੇ ਖੱਬੇ ਅਤੇ ਸੱਜੇ ਉਚਾਈ ਵਿੱਚ ਇੱਕ ਭਟਕਣਾ ਹੈ, ਜਿਸ ਨਾਲ ਗੀਅਰ ਸ਼ਾਫਟ ਆਇਲ ਸੀਲ ਨੂੰ ਨੁਕਸਾਨ ਪਹੁੰਚਾਉਣਾ ਆਸਾਨ ਹੋ ਜਾਂਦਾ ਹੈ। (ਸੰਤੁਲਨ ਸੁਧਾਰ ਕਪਲਿੰਗ)
4. ਮਾਡਿਊਲੇਟਰ ਦੇ ਡਿਸਚਾਰਜ ਪੋਰਟ ਦੇ ਅਸਮਾਨ ਡਿਸਚਾਰਜ ਕਾਰਨ ਪੈਲੇਟ ਮਿੱਲ ਵਿੱਚ ਕਰੰਟ ਦੇ ਉਤਰਾਅ-ਚੜ੍ਹਾਅ ਵਧਦੇ ਹਨ। (ਮਾਡਿਊਲੇਟਰ ਬਲੇਡਾਂ ਨੂੰ ਐਡਜਸਟ ਕਰੋ ਅਤੇ ਸਮੱਗਰੀ ਨੂੰ ਸਮਾਨ ਰੂਪ ਵਿੱਚ ਡਿਸਚਾਰਜ ਕਰੋ)
5. ਸਪਿੰਡਲ ਢਿੱਲਾ ਹੈ, ਜਿਸ ਕਾਰਨ ਉਤਪਾਦਨ ਪ੍ਰਕਿਰਿਆ ਅੱਗੇ-ਪਿੱਛੇ ਹਿੱਲਦੀ ਹੈ, ਜਿਸਦੇ ਨਤੀਜੇ ਵਜੋਂ ਪ੍ਰੈਸ਼ਰ ਰੋਲਰ ਕਾਫ਼ੀ ਹਿੱਲਦਾ ਹੈ ਅਤੇ ਦਾਣੇਦਾਰੀ ਦੌਰਾਨ ਕਾਫ਼ੀ ਸ਼ੋਰ ਹੁੰਦਾ ਹੈ। (ਸਪਿੰਡਲ ਨੂੰ ਕੱਸੋ)
6. ਨਵੇਂ ਰਿੰਗ ਮੋਲਡਿੰਗ ਰੋਲਰ ਦੀ ਵਰਤੋਂ ਕਰਨ ਤੋਂ ਪਹਿਲਾਂ, ਇਸਨੂੰ ਵਰਤਣ ਤੋਂ ਪਹਿਲਾਂ ਪੀਸ ਕੇ ਪਾਲਿਸ਼ ਕਰਨ ਦੀ ਲੋੜ ਹੈ। (ਘੱਟ-ਗੁਣਵੱਤਾ ਵਾਲੇ ਰਿੰਗ ਮੋਲਡ ਨੂੰ ਖਤਮ ਕਰੋ)
7. ਵੱਡੇ ਅਤੇ ਛੋਟੇ ਗੇਅਰਾਂ ਦਾ ਖਰਾਬ ਹੋਣਾ, ਜਾਂ ਗੇਅਰਾਂ ਨੂੰ ਬਦਲਣ ਨਾਲ ਵੀ ਸ਼ੋਰ ਵਧ ਸਕਦਾ ਹੈ। (ਕੁਝ ਸਮੇਂ ਲਈ ਚਲਾਉਣ ਦੀ ਲੋੜ ਹੈ)
8. ਟੈਂਪਰਿੰਗ ਦੇ ਸਮੇਂ ਅਤੇ ਤਾਪਮਾਨ ਨੂੰ ਵਿਗਿਆਨਕ ਤੌਰ 'ਤੇ ਕੰਟਰੋਲ ਕਰੋ। ਬਹੁਤ ਜ਼ਿਆਦਾ ਸੁੱਕੇ ਜਾਂ ਬਹੁਤ ਜ਼ਿਆਦਾ ਗਿੱਲੇ ਪਦਾਰਥ ਅਸਧਾਰਨ ਦਾਣੇਦਾਰ ਬਣ ਸਕਦੇ ਹਨ।
9. ਪੈਲੇਟ ਮਿੱਲ ਦੀ ਚੈਸੀ ਅਤੇ ਸਟੀਲ ਫਰੇਮ ਬਣਤਰ ਮਜ਼ਬੂਤ ਨਹੀਂ ਹੈ ਅਤੇ ਵਾਈਬ੍ਰੇਸ਼ਨ ਲਈ ਸੰਭਾਵਿਤ ਹੈ। (ਢਾਂਚੇ ਨੂੰ ਮਜ਼ਬੂਤ ਕਰੋ ਅਤੇ ਉੱਚ-ਗੁਣਵੱਤਾ ਵਾਲੇ ਗ੍ਰੇਨੂਲੇਸ਼ਨ ਉਪਕਰਣਾਂ ਦੀ ਚੋਣ ਕਰੋ)
10. ਮੋਡੂਲੇਟਰ ਦੀ ਪੂਛ ਸੁਰੱਖਿਅਤ ਢੰਗ ਨਾਲ ਸਥਿਰ ਜਾਂ ਢਿੱਲੀ ਨਹੀਂ ਹੈ। (ਮਜਬੂਤੀ ਦੀ ਜਾਂਚ ਕਰੋ)
ਪੋਸਟ ਸਮਾਂ: ਦਸੰਬਰ-04-2023








