


ਦੀ ਪਰਿਭਾਸ਼ਾਹਾਂਗਯਾਂਗ ਫੀਡ ਮਸ਼ੀਨਰੀ ਲਈਪੋਲਟਰੀ ਫੀਡ ਅਤੇ ਪਸ਼ੂਆਂ ਦੀ ਖੁਰਾਕ
ਪੋਲਟਰੀ ਅਤੇ ਪਸ਼ੂਆਂ ਦੀ ਖੁਰਾਕ ਆਮ ਤੌਰ 'ਤੇ ਪੋਲਟਰੀ ਅਤੇ ਪਸ਼ੂਆਂ ਦੀ ਖੁਰਾਕ ਨੂੰ ਦਰਸਾਉਂਦੀ ਹੈ, ਇਹ ਫੀਡ ਵਰਗੀਕਰਣ ਵਿੱਚ ਆਮ ਫੀਡ ਹੈ।
ਆਟੋਮੈਟਿਕ ਪਸ਼ੂ ਫੀਡ ਪਲਾਂਟ ਦੀ ਜਾਣ-ਪਛਾਣ
1. ਪਰਿਪੱਕ ਤਕਨਾਲੋਜੀ ਦੇ ਨਾਲ ਵਿਆਪਕ ਤੌਰ 'ਤੇ ਲਾਗੂ ਉਤਪਾਦ।
2. ਚਿਕਨ ਫੀਡ ਪੈਲੇਟ ਮਿੱਲ ਦਾ ਮੁੱਖ ਡਰਾਈਵਿੰਗ ਉੱਚ-ਸ਼ੁੱਧਤਾ ਗੇਅਰ ਡਰਾਈਵ ਨੂੰ ਅਪਣਾਉਂਦੀ ਹੈ, ਜਿਸ ਨਾਲ ਬੈਲਟ ਡਰਾਈਵ ਦੇ ਮੁਕਾਬਲੇ ਆਉਟਪੁੱਟ ਵਿੱਚ ਲਗਭਗ 20% ਦਾ ਸੁਧਾਰ ਹੁੰਦਾ ਹੈ।
3. ਕੁਸ਼ਲ, ਸਥਿਰ ਅਤੇ ਘੱਟ-ਸ਼ੋਰ ਵਾਲੀ ਪੂਰੀ ਮਸ਼ੀਨ ਦੇ ਸੰਚਾਲਨ ਨੂੰ ਯਕੀਨੀ ਬਣਾਉਣ ਲਈ ਆਯਾਤ ਕੀਤੇ ਉੱਚ-ਗੁਣਵੱਤਾ ਵਾਲੇ ਬੇਅਰਿੰਗ ਅਤੇ ਤੇਲ ਸੀਲ ਨੂੰ ਅਪਣਾਇਆ ਜਾਂਦਾ ਹੈ। ਗ੍ਰੈਨੂਲੇਟਿੰਗ ਰੂਮ ਹਵਾ ਚੂਸਣ ਤਾਪਮਾਨ ਘਟਾਉਣ ਵਾਲੇ ਸਿਸਟਮ ਨਾਲ ਲੈਸ ਹੈ।
4. ਫੀਡ ਪੈਲੇਟਾਈਜ਼ਰ ਦਾ ਫੀਡਰ ਡਿਸਚਾਰਜ ਕੀਤੇ ਕਣਾਂ ਦੀ ਗੁਣਵੱਤਾ ਨੂੰ ਯਕੀਨੀ ਬਣਾਉਣ ਲਈ ਵੇਰੀਏਬਲ-ਫ੍ਰੀਕੁਐਂਸੀ ਅਤੇ ਵੇਰੀਏਬਲ-ਸਪੀਡ ਮੋਟਰ ਨੂੰ ਅਪਣਾਉਂਦਾ ਹੈ।
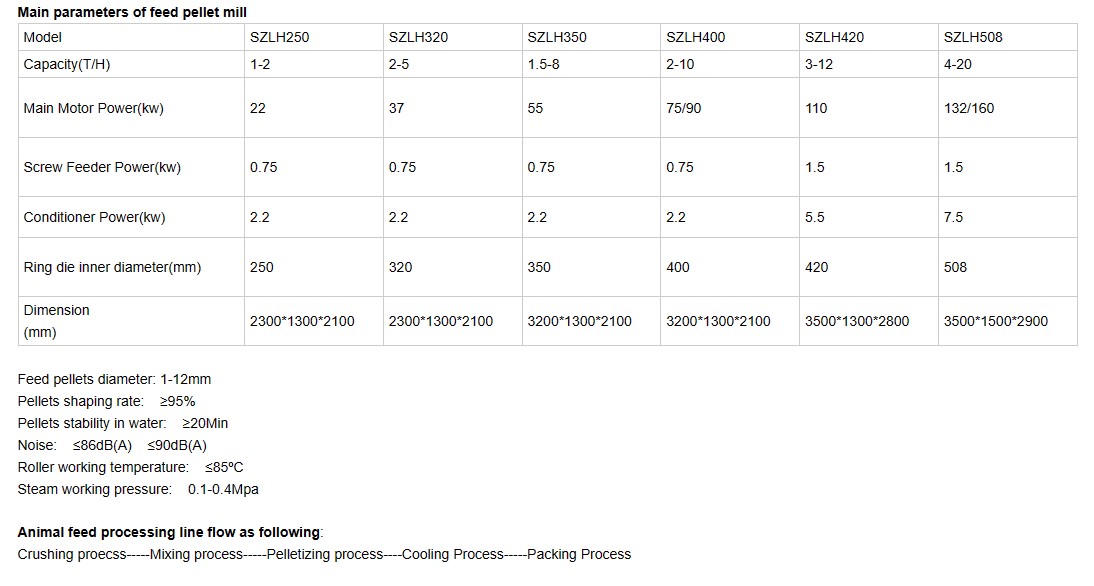
5. ਕਈ ਕਿਸਮਾਂ ਦੇ ਬੋਰ ਵਿਆਸ ਵਾਲੇ ਰਿੰਗ ਡਾਈਜ਼ ਵਿਕਲਪਿਕ ਹਨ। ਅਤੇ ਉੱਚ-ਗੁਣਵੱਤਾ ਵਾਲੇ ਕਰਾਫਟ ਰਿੰਗ ਡਾਈਜ਼ ਅਪਣਾਏ ਜਾਂਦੇ ਹਨ, ਤਾਂ ਜੋ ਸੇਵਾ ਜੀਵਨ ਲੰਬਾ ਹੋਵੇ। ਡਿਸਚਾਰਜ ਕੀਤੇ ਕਣ ਨਿਰਵਿਘਨ ਹੁੰਦੇ ਹਨ ਅਤੇ ਗੁਣਵੱਤਾ ਉੱਚ ਹੁੰਦੀ ਹੈ।
6. ਅੰਤਰਰਾਸ਼ਟਰੀ ਉੱਨਤ ਮੁਆਵਜ਼ਾ ਕਿਸਮ ਦੇ ਸੱਪ ਵਰਗੇ ਸਪਰਿੰਗ ਕਪਲਿੰਗ ਵਿੱਚ ਨਵੀਂ ਅਤੇ ਸੰਖੇਪ ਬਣਤਰ, ਉੱਚ ਸੁਰੱਖਿਆ, ਘੱਟ ਸ਼ੋਰ ਅਤੇ ਘੱਟ ਫਾਲਟ ਦਰ ਦੀਆਂ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ ਹਨ।
7. ਚਿਕਨ ਫੀਡ ਪੈਲੇਟ ਮਿੱਲ ਦੇ ਪਲੱਸ-ਸਾਈਜ਼ ਕੰਡੀਸ਼ਨਰ ਅਤੇ ਜੈਕੇਟ ਕਿਸਮ ਦੇ ਕੰਡੀਸ਼ਨਰ ਕਣ ਕੰਡੀਸ਼ਨਿੰਗ ਪ੍ਰਭਾਵ ਨੂੰ ਮਜ਼ਬੂਤ ਕਰਨ ਲਈ ਚੁਣੇ ਜਾ ਸਕਦੇ ਹਨ।

ਫੀਡ ਪੈਲੇਟਾਈਜ਼ਿੰਗ ਲਈ ਕੱਚਾ ਮਾਲ
ਫੀਡ ਪੈਲੇਟ ਆਮ ਤੌਰ 'ਤੇ ਮੱਕੀ, ਭੂਰੇ ਚੌਲ, ਝੋਨਾ, ਜਵਾਰ ਅਤੇ ਸੋਇਆਬੀਨ ਮੀਲ ਆਦਿ ਤੋਂ ਬਣੇ ਹੁੰਦੇ ਹਨ।
ਸਮੱਗਰੀ ਦੀ ਸਫਾਈ ਛਾਨਣੀ ਅਤੇ ਸਵੀਕਾਰ ਕਰਨ ਦੀ ਪ੍ਰਕਿਰਿਆ
ਸਮੱਗਰੀ ਪ੍ਰਾਪਤ ਕਰਕੇ, ਸਾਡਾ ਪਲਾਂਟ ਧੂੜ ਅਤੇ ਹੋਰ ਮਲਬੇ ਨੂੰ ਸਾਫ਼ ਕਰਨ ਲਈ ਦਾਣਿਆਂ ਦੇ ਕਲੀਨਰ ਅਤੇ ਆਟੇ ਦੇ ਕਲੀਨਰ ਦੀ ਵਰਤੋਂ ਕਰਦਾ ਹੈ, ਫਿਰ ਚੁੰਬਕੀ ਸਿਲੰਡਰ ਸਮੱਗਰੀ ਵਿੱਚ ਲੋਹੇ ਅਤੇ ਧਾਤ ਨੂੰ ਸਾਫ਼ ਕਰਦਾ ਹੈ। ਸਾਫ਼ ਕਰਨ ਤੋਂ ਬਾਅਦ, ਸਮੱਗਰੀ ਨੂੰ ਅਗਲੀ ਪ੍ਰਕਿਰਿਆ ਲਈ ਭੇਜਿਆ ਜਾਂਦਾ ਹੈ।
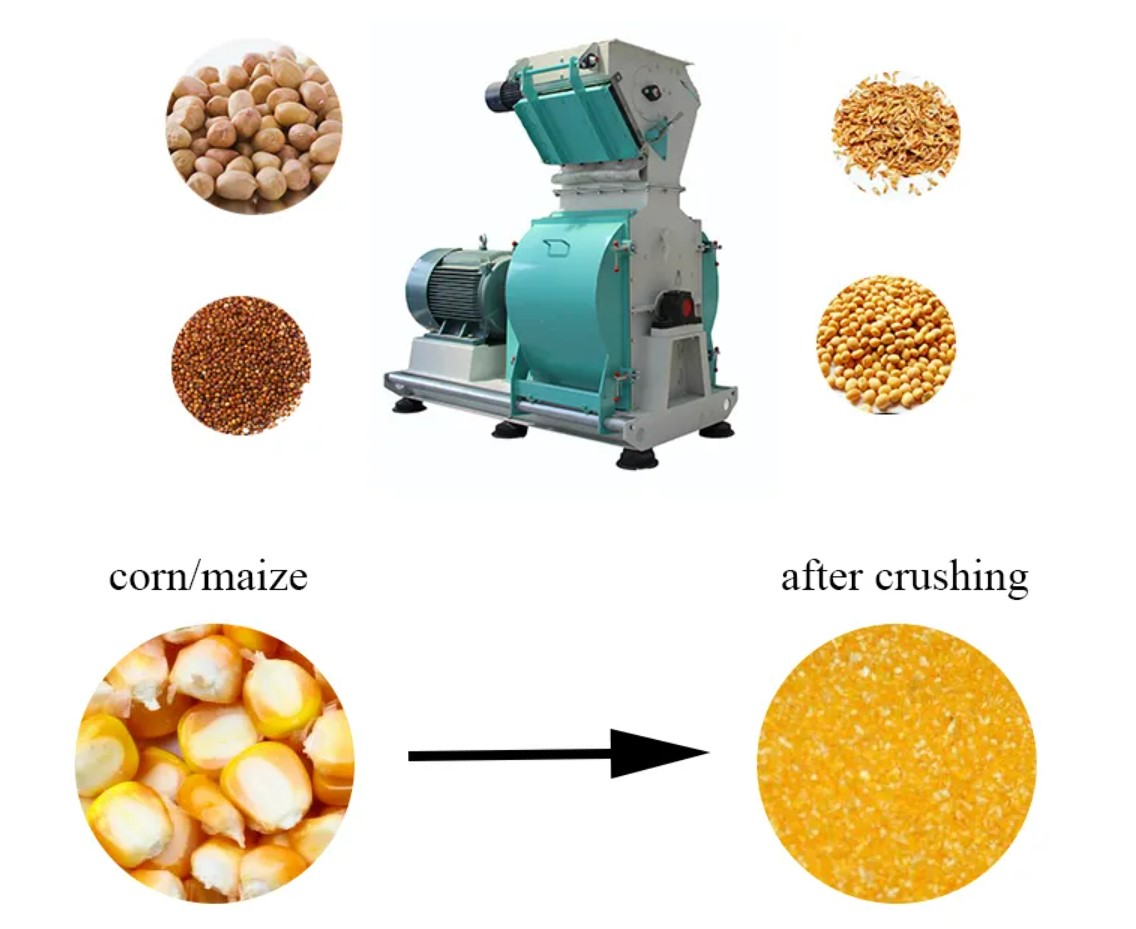
ਕੱਚੇ ਮਾਲ ਨੂੰ ਪੀਸਣ ਦੀ ਪ੍ਰਕਿਰਿਆ
-ਆਮ-ਉਦੇਸ਼ ਵਾਲੇ ਉਤਪਾਦ, ਸਥਿਰ ਪ੍ਰਦਰਸ਼ਨ, ਵੱਡੇ ਅਤੇ ਦਰਮਿਆਨੇ ਆਕਾਰ ਦੇ ਫੀਡ ਵਿੱਚ ਵਿਆਪਕ ਤੌਰ 'ਤੇ ਵਰਤੇ ਜਾਂਦੇ ਹਨ, ਕੱਚੇ ਮਾਲ ਦੇ ਫੂਡ ਪ੍ਰੋਸੈਸਿੰਗ ਉੱਦਮਾਂ ਨੂੰ ਕੁਚਲਿਆ ਜਾਂਦਾ ਹੈ।
-ਇਹ ਮਸ਼ੀਨ ਸਿੱਧੀ ਡਰਾਈਵ, ਵਿਗਿਆਨਕ ਅਤੇ ਵਾਜਬ ਹਥੌੜੇ ਦੀ ਵਿਵਸਥਾ, ਹਥੌੜੇ ਦੀ ਛਾਨਣੀ ਦੀ ਕਲੀਅਰੈਂਸ, ਮੁਕੰਮਲ ਬਾਰੀਕੀ ਵਰਦੀ ਦੀ ਵਰਤੋਂ ਕਰਦੀ ਹੈ। ਕਰਸ਼ਿੰਗ ਚੈਂਬਰ ਦੂਜੀ ਸਟ੍ਰਾਈਕ ਤਕਨਾਲੋਜੀ। ਆਯਾਤ ਕੀਤੇ ਉੱਚ-ਗੁਣਵੱਤਾ ਵਾਲੇ ਬੇਅਰਿੰਗਾਂ ਦੀ ਚੋਣ, ਘੱਟ ਓਪਰੇਟਿੰਗ ਤਾਪਮਾਨ।
-ਸਕ੍ਰੀਨ ਦੇ ਤੇਜ਼, ਆਸਾਨ ਸੰਚਾਲਨ ਅਤੇ ਰੱਖ-ਰਖਾਅ ਲਈ, ਸਕ੍ਰੀਨ ਆਕਾਰ ਵਿਕਲਪਿਕ, ਤੇਜ਼ ਖੁੱਲ੍ਹਾ ਦਰਵਾਜ਼ਾ ਮਕੈਨੀਕਲ ਅਤੇ ਲਚਕੀਲਾ ਦਬਾਅ ਸਕ੍ਰੀਨ ਵਿਧੀ ਦੀ ਇੱਕ ਕਿਸਮ।
-ਉੱਚ ਗੁਣਵੱਤਾ ਵਾਲੇ ਆਯਾਤ ਕੀਤੇ ਬੇਅਰਿੰਗ, ਟੰਗਸਟਨ ਕਾਰਬਾਈਡ ਅਲਾਏ ਸਪਰੇਅ ਹਥੌੜੇ ਨੂੰ ਅਪਣਾਓ। ਬੇਅਰਿੰਗ ਤਾਪਮਾਨ ਡਿਸਪਲੇ ਯੰਤਰ।
ਫੀਡ ਮਟੀਰੀਅਲ ਆਟੋ ਬੈਚਿੰਗ ਅਤੇ ਮਿਕਸਿੰਗ ਪ੍ਰਕਿਰਿਆ
-ਖੁਰਾਕ/ਬੈਚਿੰਗ ਵੱਖ-ਵੱਖ ਜਾਨਵਰਾਂ ਦੀਆਂ ਪੋਸ਼ਣ ਸੰਬੰਧੀ ਜ਼ਰੂਰਤਾਂ ਦੇ ਅਨੁਸਾਰ ਫਾਰਮੂਲੇ ਤਿਆਰ ਕਰਦੀ ਹੈ, ਜਿਸ ਵਿੱਚ ਵੱਖ-ਵੱਖ ਸਮੱਗਰੀਆਂ ਦਾ ਸਹੀ ਤੋਲ ਕਰਨ ਲਈ ਖਾਸ ਯੰਤਰ ਦੀ ਵਰਤੋਂ ਕੀਤੀ ਜਾਂਦੀ ਹੈ। ਮਿਕਸਿੰਗ ਇੱਕ ਅਜਿਹਾ ਕਾਰਜ ਹੈ ਜਿਸ ਵਿੱਚ ਵੱਖ-ਵੱਖ ਫੀਡ ਸਮੱਗਰੀਆਂ ਨੂੰ ਮੀਟਰ ਕੀਤਾ ਜਾਂਦਾ ਹੈ ਅਤੇ ਬਾਹਰੀ ਤਾਕਤਾਂ ਦੇ ਅਧੀਨ ਮਿਲਾਇਆ ਜਾਂਦਾ ਹੈ ਤਾਂ ਜੋ ਇੱਕ ਸਮਾਨ ਵੰਡ ਬਣਾਈ ਜਾ ਸਕੇ। ਇਹ ਪ੍ਰਕਿਰਿਆ ਦੋ ਬੈਚਿੰਗ ਸਕੇਲ ਅਤੇ ਕਈ ਬੈਚਿੰਗ ਬਿਨ ਅਪਣਾਉਂਦੀ ਹੈ, ਜਿਨ੍ਹਾਂ ਵਿੱਚੋਂ ਸੂਖਮ ਸਮੱਗਰੀਆਂ ਨੂੰ ਹੱਥੀਂ ਜੋੜਿਆ ਜਾਂਦਾ ਹੈ ਜੋ ਚੈੱਕ ਵੇਈਜ਼ਰ ਨਾਲ ਲੈਸ ਹਨ। ਸਮੱਗਰੀ ਸਮੱਗਰੀ ਦੀ ਬੈਚਿੰਗ ਪੂਰੀ ਹੋਣ ਤੋਂ ਬਾਅਦ, ਫਿਰ ਮਿਕਸਿੰਗ ਲਈ ਮਿਕਸਰ ਵਿੱਚ ਦਾਖਲ ਕਰੋ, ਅਤੇ ਅੰਤ ਵਿੱਚ ਸਮੱਗਰੀ ਨੂੰ ਕਨਵੇਅਰ ਅਤੇ ਐਲੀਵੇਟਰ ਰਾਹੀਂ ਆਉਟਪੁੱਟ ਕੀਤਾ ਜਾਂਦਾ ਹੈ।
-ਤੋਲਣ ਵਾਲਾ ਸਾਮਾਨ: ਬੈਚਿੰਗ ਸਕੇਲ, ਬੈਚਿੰਗ ਸ਼ੁੱਧਤਾ≤3‰।
-ਮਿਕਸਿੰਗ ਉਪਕਰਣ: ਮਿਕਸਰ SHSJ4, 30KW, 2000kg ਪ੍ਰਤੀ ਬੈਚ, ਸਮਰੱਥਾ 20-30T/H।
-ਮਿਕਸਿੰਗ ਸਪੀਡ ਛੋਟੀ ਹੈ, ਮਿਕਸਿੰਗ ਚੱਕਰ ਛੋਟਾ ਹੈ, 30-120 ਸਕਿੰਟ / ਬੈਚ; ਮਿਕਸਿੰਗ ਇਕਸਾਰਤਾ ਉੱਚ ਹੈ, CV ≤ 5%, ਅਤੇ ਅਲੱਗ-ਥਲੱਗਤਾ ਪੈਦਾ ਨਹੀਂ ਕਰਦਾ;
-ਮਸ਼ੀਨ ਮਿਕਸਿੰਗ ਪ੍ਰਕਿਰਿਆ ਦਰਮਿਆਨੀ ਹੈ, ਵੇਰੀਏਬਲ ਰੇਂਜ ਲੋਡ ਕਰ ਰਹੀ ਹੈ;
-ਵਾਤਾਵਰਣ ਦੀਆਂ ਜ਼ਰੂਰਤਾਂ ਨੂੰ ਪੂਰਾ ਕਰਨ ਦੀ ਉਮੀਦ; ਸੰਕੁਚਿਤ ਹਵਾ ਸਫਾਈ ਪ੍ਰਣਾਲੀ ਨਾਲ ਲੈਸ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ, ਰਹਿੰਦ-ਖੂੰਹਦ ਨੂੰ ਘੱਟੋ-ਘੱਟ ਪੱਧਰ ਤੱਕ;
-ਵਿਸ਼ੇਸ਼ ਐਟੋਮਾਈਜ਼ੇਸ਼ਨ ਸਪਰੇਅ ਸਿਸਟਮ ਲਈ ਅਨੁਕੂਲਿਤ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ; ਗੁੜ, ਗਰੀਸ ਅਤੇ ਹੋਰ ਵੀ ਇਕਸਾਰ ਪਾਓ;
ਫੀਡ ਪੈਲੇਟਾਈਜ਼ਿੰਗ ਪ੍ਰਕਿਰਿਆ
-CPM ਮਾਡਲਾਂ, ਯੂਰਪ ਅਤੇ ਸੰਯੁਕਤ ਰਾਜ ਅਮਰੀਕਾ ਦੇ ਬਾਕਸ ਤੋਂ ਤਿਆਰ ਕੀਤਾ ਗਿਆ ਹੈ।
-ਮੁੱਖ ਡਰਾਈਵ ਉੱਚ ਸ਼ੁੱਧਤਾ ਗੇਅਰ ਡਰਾਈਵ ਦੀ ਵਰਤੋਂ ਕਰਦੀ ਹੈ, ਆਉਟਪੁੱਟ ਬੈਲਟ ਡਰਾਈਵ ਕਿਸਮ ਨਾਲੋਂ ਲਗਭਗ 20% ਵੱਧ ਹੈ।
-ਮਸ਼ੀਨ ਦੇ ਕੁਸ਼ਲ, ਸਥਿਰ, ਘੱਟ ਸ਼ੋਰ ਨਾਲ ਚੱਲਣ ਨੂੰ ਯਕੀਨੀ ਬਣਾਉਣ ਲਈ ਆਯਾਤ ਕੀਤੇ ਉੱਚ-ਗੁਣਵੱਤਾ ਵਾਲੇ ਬੇਅਰਿੰਗਾਂ, ਤੇਲ ਸੀਲਾਂ ਦੀ ਚੋਣ।
-ਸਟੇਨਲੈੱਸ ਸਟੀਲ ਦਾ ਬਣਿਆ ਫੀਡਰ, ਫ੍ਰੀਕੁਐਂਸੀ ਕੰਟਰੋਲ ਮੋਟਰ ਦੀ ਵਰਤੋਂ ਕਰਕੇ ਇਹ ਯਕੀਨੀ ਬਣਾਇਆ ਜਾਂਦਾ ਹੈ ਕਿ ਕਣਾਂ ਦੀ ਗੁਣਵੱਤਾ ਡਿਸਚਾਰਜ ਹੋਵੇ।
-ਕੱਚੇ ਮਾਲ ਨੂੰ ਪੈਲੇਟਾਈਜ਼ ਕਰਨ ਤੋਂ ਪਹਿਲਾਂ ਪਹਿਲਾਂ ਤੋਂ ਪਕਾਉਣ ਲਈ, ਸਟੇਨਲੈੱਸ ਸਟੀਲ ਦੇ ਬਣੇ ਸਿੰਗਲ ਕੰਡੀਸ਼ਨਰ ਜਾਂ ਡਬਲ ਕੰਡੀਸ਼ਨਰ ਚੁਣੇ ਜਾ ਸਕਦੇ ਹਨ।
-ਅੰਤਰਰਾਸ਼ਟਰੀ ਪੱਧਰ 'ਤੇ ਮੁਆਵਜ਼ਾ ਕਿਸਮ ਦਾ ਸਰਪੈਂਟਾਈਨ ਸਪਰਿੰਗ ਕਪਲਿੰਗ, ਇੱਕ ਨਵੀਂ ਬਣਤਰ, ਸੰਖੇਪ, ਸੁਰੱਖਿਅਤ, ਘੱਟ ਸ਼ੋਰ, ਘੱਟ ਨੁਕਸ ਪ੍ਰਦਰਸ਼ਨ ਦੇ ਨਾਲ।
-ਰਿੰਗ ਮੋਲਡ ਲਿਫਟਿੰਗ ਡਿਵਾਈਸ, ਗੀਅਰ ਬਾਕਸ ਗੀਅਰ ਆਇਲ ਆਟੋਮੈਟਿਕ ਕੂਲਿੰਗ ਸਿਸਟਮ।

ਫੀਡ ਪੈਲੇਟ ਕੂਲਿੰਗ ਅਤੇ ਕਰੰਬਲਿੰਗ ਪ੍ਰਕਿਰਿਆ
ਫੀਡ ਪੈਲੇਟ ਕੂਲਿੰਗ ਪ੍ਰਕਿਰਿਆ
-ਨਵੀਨਤਮ ਅੱਠਭੁਜੀ ਕੂਲਿੰਗ ਬਾਕਸ ਡਿਜ਼ਾਈਨ, ਕੋਈ ਕੂਲਿੰਗ ਡੈੱਡ ਐਂਡ ਨਹੀਂ। ਬੰਦ ਫੀਡਰ ਫੀਡ ਦੀ ਵਰਤੋਂ, ਹਵਾ ਖੇਤਰ ਵਿੱਚ, ਕੂਲਿੰਗ ਪ੍ਰਭਾਵ ਮਹੱਤਵਪੂਰਨ ਹੈ।
-ਕੈਬਿਨ ਵਿੱਚ ਸਮਾਨ ਰੂਪ ਵਿੱਚ ਅਤੇ ਸਮਾਨ ਰੂਪ ਵਿੱਚ ਸਟੈਕ ਕੀਤੀ ਸਮੱਗਰੀ ਨੂੰ ਡਿਸਚਾਰਜ ਕਰਨਾ।
-ਸਲਾਈਡ ਵਾਲਵ ਰਿਸੀਪ੍ਰੋਕੇਟਿੰਗ ਡਿਸਚਾਰਜ ਮਕੈਨਿਜ਼ਮ ਦੀ ਵਰਤੋਂ, ਗਤੀ ਨਿਰਵਿਘਨ, ਭਰੋਸੇਮੰਦ ਹੈ, ਛੋਟੇ ਰਹਿੰਦ-ਖੂੰਹਦ ਦੇ ਨਾਲ।
-ਘੱਟ ਊਰਜਾ ਦੀ ਖਪਤ, ਆਸਾਨ ਕਾਰਵਾਈ।
-ਠੰਢਾ ਹੋਣ ਤੋਂ ਬਾਅਦ ਤਿਆਰ ਉਤਪਾਦ ਦਾ ਤਾਪਮਾਨ ਕਮਰੇ ਦੇ ਤਾਪਮਾਨ +3 ºC ~ 5 ºC ਤੋਂ ਵੱਧ ਨਹੀਂ ਹੁੰਦਾ, ਜੋ ਕਿ ਦਾਣੇਦਾਰ ਸਮੱਗਰੀ ਨੂੰ ਠੰਢਾ ਕਰਨ ਲਈ ਢੁਕਵਾਂ ਹੁੰਦਾ ਹੈ।
ਫੀਡ ਪੈਲੇਟ ਕਰੰਬਲਿੰਗ ਪ੍ਰਕਿਰਿਆ
ਫੀਡ ਪੈਲੇਟ ਦਾ ਵਿਆਸ ਵੱਖ-ਵੱਖ ਡਾਈ ਮੋਲਡ ਹੋਲ ਦੁਆਰਾ ਅਨੁਕੂਲਿਤ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ, ਪਰ ਲੰਬਾਈ ਨੂੰ ਫੀਡ ਪੈਲੇਟ ਕਰੰਬਲਰ ਮਸ਼ੀਨ ਦੁਆਰਾ ਵੀ ਐਡਜਸਟ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ। ਰੋਲਰ ਕਿਸਮ ਦਾ ਫੀਡ ਪੈਲੇਟ ਕਰੰਬਲਰ ਫੀਡ ਪੈਲੇਟ ਕਰਸ਼ਿੰਗ ਲਈ ਆਦਰਸ਼ ਉਪਕਰਣ ਹੈ। ਡਬਲ-ਰੋਲਰ ਫੀਡ ਪੈਲੇਟ ਕਰੰਬਲਰ ਫੀਡ ਪੈਲੇਟ ਨੂੰ ਕੁਚਲਣ ਲਈ ਢੁਕਵਾਂ ਹੈ, ਜਿਵੇਂ ਕਿ ਚਿਕਨ ਫੀਡ, ਡਕ ਫੀਡ ਅਤੇ ਹੰਸ ਫੀਡ, ਆਦਿ।

ਫੀਡ ਪੈਲੇਟ ਸਕ੍ਰੀਨਿੰਗ ਅਤੇ ਗਰੇਡਿੰਗ ਪ੍ਰਕਿਰਿਆ
-ਚੱਕਰ, ਅੰਡਾਕਾਰ, ਸਿੱਧੀ ਤਿੰਨ ਤਰ੍ਹਾਂ ਦੀ ਗਤੀ, ਸਕ੍ਰੀਨਿੰਗ ਪ੍ਰਭਾਵ ਦਾ ਸੁਮੇਲ ਵਧੀਆ ਹੈ। ਬੈਲਟ ਡਰਾਈਵ ਦੇ ਨਾਲ ਸਕ੍ਰੀਨ ਸ਼ਿਪ ਡਰਾਈਵ, ਸੰਤੁਲਨ 'ਤੇ ਜ਼ੋਰ, ਘੱਟ ਸ਼ੋਰ।
-ਬਿਹਤਰ ਲਚਕੀਲੇ ਸਮਰਥਨ, ਵਾਈਬ੍ਰੇਸ਼ਨ, ਘੱਟ ਸ਼ੋਰ ਲਈ ਸਕ੍ਰੀਨ ਟੇਲ ਸਪੋਰਟ। ਉਪਕਰਣਾਂ ਦੇ ਵਧੇਰੇ ਸੰਤੁਲਿਤ ਸੰਚਾਲਨ ਨੂੰ ਯਕੀਨੀ ਬਣਾਉਣ ਲਈ ਅਧਾਰ ਨੂੰ ਮਜ਼ਬੂਤ ਕਰੋ।

ਫੀਡ ਪੈਲੇਟ ਪੈਕਿੰਗ ਪ੍ਰਕਿਰਿਆ
-ਉੱਚ-ਸ਼ੁੱਧਤਾ ਤੋਲ ਸੂਚਕ, ਆਯਾਤ ਪੀਐਲਸੀ, ਉੱਚ-ਸ਼ੁੱਧਤਾ ਐਨਾਲਾਗ ਲੋਡ ਸੈੱਲ ਜੋ ਤੋਲ ਨਿਯੰਤਰਣ ਪ੍ਰਣਾਲੀ ਤੋਂ ਬਣਿਆ ਹੈ।
-ਮਾੜੀ ਗਤੀਸ਼ੀਲਤਾ ਵਾਲੀਆਂ ਸਮੱਗਰੀਆਂ 'ਤੇ ਲਾਗੂ। ਤੋਲਣ ਦੀ ਵਿਧੀ ਵਿੱਚ, ਇੱਕ ਚੂਸਣ ਪੋਰਟ ਵਾਲੇ ਸਿਸਟਮ 'ਤੇ ਹੌਪਰ, ਕੰਮ ਕਰਨ ਵਾਲੇ ਵਾਤਾਵਰਣ ਵਿੱਚ ਧੂੜ ਦੀ ਗਾੜ੍ਹਾਪਣ ਨੂੰ ਯਕੀਨੀ ਬਣਾਉਣ ਲਈ ਉਪਕਰਣਾਂ ਦੀ ਧੂੜ ਦੇ ਫੈਲਾਅ ਨੂੰ ਪ੍ਰਭਾਵਸ਼ਾਲੀ ਢੰਗ ਨਾਲ ਕੰਟਰੋਲ ਕਰ ਸਕਦਾ ਹੈ, ਅਤੇ ਸਰੀਰ ਦੇ ਦਬਾਅ ਦੇ ਪੈਮਾਨੇ ਨੂੰ ਬਾਹਰੀ ਦੁਨੀਆ ਨਾਲ ਸੰਤੁਲਨ ਬਣਾਈ ਰੱਖਣ ਲਈ, ਹਵਾ ਦੇ ਪ੍ਰਵਾਹ ਤੋਲਣ ਦੀ ਸ਼ੁੱਧਤਾ ਦੇ ਪ੍ਰਭਾਵਾਂ ਤੋਂ ਬਚਣ ਲਈ ਬਣਾ ਸਕਦਾ ਹੈ।
-ਪੈਕਿੰਗ ਸ਼ੁੱਧਤਾ: 0.1% ਪੈਕਿੰਗ ਸੀਮਾ: 5-50 ਕਿਲੋਗ੍ਰਾਮ / ਬੈਗ
ਆਟੋਮੈਟਿਕ ਪੀਐਲਸੀ ਕੰਟਰੋਲ ਸਿਸਟਮ
ਆਟੋਮੈਟਿਕ ਪੀਐਲਸੀ ਕੰਟਰੋਲ ਸਿਸਟਮ ਦੇ ਨਾਲ, ਪਸ਼ੂ ਫੀਡ ਪ੍ਰੋਸੈਸਿੰਗ ਲਾਈਨ ਉੱਚ ਕੁਸ਼ਲਤਾ ਅਤੇ ਸੁਵਿਧਾਜਨਕ ਸੰਚਾਲਨ ਦੇ ਨਾਲ ਹੈ।
1. ਪੂਰੀ ਉਤਪਾਦਨ ਲਾਈਨ ਦਾ ਪੂਰਾ ਆਟੋਮੇਸ਼ਨ
2. ਉੱਚ ਥਰੂਪੁੱਟ ਦਰ 'ਤੇ ਨਿਰੰਤਰ ਉਤਪਾਦ ਗੁਣਵੱਤਾ
3. ਘੱਟ ਮਨੁੱਖੀ ਸ਼ਕਤੀ ਦੀਆਂ ਜ਼ਰੂਰਤਾਂ, ਘੱਟ ਸਮਾਂ ਲਾਗਤ
4. ਉਤਪਾਦਨ ਪ੍ਰਕਿਰਿਆ ਦੀ ਬਿਹਤਰ ਨਿਗਰਾਨੀ
ਪੋਸਟ ਸਮਾਂ: ਨਵੰਬਰ-22-2023








